Transportation Hub Will Be a Safe Haven













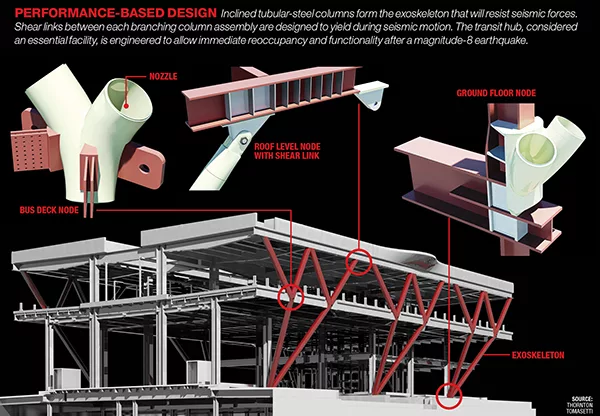

The exoskeleton originally was designed with three-dimensional basket-shaped columns. They were value-engineered into inclined columns that bifurcate from a single point at grade and again at the bus deck, SB&P's Stein says. Nodes link steel members at each bifurcation and at the roof deck's spandrel beam.
The mechanism works as an eccentrically braced frame (EBF), though the link occurs only at the roof, TT's Gibbons says. "As the ground moves and the inertia of the building kicks in and it starts swaying, movement—even at the bus deck—will induce sheer deformations in the links," he adds.
To prove the concept, TT produced new fragility curves for shear links by first plotting data from various university tests and then plotting curves "to predict how much ductility we would get out of the shear links before they failed," says Gibbons. TT's data has been since incorporated into a study by the Applied Technology Council.
During the required PBSD peer review, the question arose about whether the system was a true EBF. In response, TT tested full-size specimens to confirm the required ductility, even though the code doesn't require testing. The tests bore out TT's predictions.
"Testing was a good idea because the building does rely heavily on the shear links," says Gibbons.
During a seismic event, as the shear links yield, "the rest of the building has to remain predominantly elastic and be able to transfer forces through the [inclined columns] to the cast nodes and into the foundations," says Carlos de Oliveira, president of Cast Connex, which TJPA retained to oversee node production.
Because the site slopes around 10 ft from east to west, the angle of the node nozzles—openings to receive the steel tubes—vary. That meant the casting foundry, Bradken, had to produce nodes in 75 unique geometries. Nodes weigh a total of 1,650 tons.
After the foundry received node drawings, it did a solidification analysis, "almost like a sample pour in a theoretical environment," and finalized the design of the mold, says Wayne Braun, Bradken's director of business development.
Next, technicians create molds from wood tooling and chemically bonded sand. Workers then cast 2,900° F metal into the mold through a channel so that the metal flows up from the bottom of the mold. This method prevented turbulence that can dislodge sand particles or create gas bubbles.
Once it cools and gets shaken out of the sand mold and grinded, the node goes through nondestructive ultrasonic and magnetic particle testing to make sure no cracks formed during cooling. Engineers compare a 3D laser scan of the completed node to a design model to ensure everything will fit properly once the casting gets delivered to the steel-member fabricator.
Crews also qualified the first node to be cast of each of the 75 unique geometries by using X-rays to look for shrinkage around the critical nozzle areas where tubes are field-welded.
The project, which includes federal funding, was required to adhere to the "Buy America" stipulation for permanent elements. But much of the structural steel, including the moment frame's 120-ft-long, 125-ton transfer girders, were too large for U.S. rolled-steel fabricators. As a result, four fabricators are building up the shapes from layers of plate steel up to 5.5 in. thick.
"When you are dealing with such big, heavy members, you generate a tremendous amount of heat in welding operations," says Ryan Clayton, a vice president of Skanska. The firm holds the $189.1-million subcontract to furnish 23,000 tons of structural steel—apart from the nodes—and erect the entire structural system.
"Having to control all those weld distortions to deliver product that is within specified tolerances is a challenge," Clayton says. As an added wrinkle, American Institute of Steel Construction tolerances require even more stringent finishes for the exoskeleton's exposed structural steel, he adds.





