Shop Drawing Note May Be a Factor At Problem Transit Hub

Brittle Steel Crack through bottom flange (right) is near 8-ft-deep midspan of transit center girder, where the hanger slots through the flange (left).
Photo courtesy TJPA
Request An RFI suggests a bottom-flange weld access hole instead of a web WAH, as noted in red by TT.
Drawing courtesy TJPA

Uncut Hole (outlined) in bottom flange for First Street girder, inverted in shop, was cut after welding.
Photo courtesy Herrick
A note from the engineer of record on an approved shop drawing for San Francisco’s Salesforce Transit Center appears to have initiated an instruction to the steel fabricator to cut two 2-in. x 4-in. holes in the bottom flanges of the hub’s built-up plate girders. The holes are under scrutiny as part of an inquiry into brittle fractures in the bottom flanges of the two bridgelike girders that span 80 ft across Fremont Street.
To date, investigators say the fractures resulted from low fracture toughness deep inside the 4-in.-thick flange plates, combined with normal microcracks from thermal cutting, the welding sequence and stress levels from loads, which are a function of design.
The 41⁄2-block-long hub opened in mid-August and closed Sept. 25. The 1.2-million-sq-ft facility, owned by the Transbay Joint Powers Authority (TJPA) and designed by Pelli Clarke Pelli Architects with engineer of record Thornton Tomasetti Inc. (TT), was built by the Webcor/Obayashi Joint Venture. Skanska USA Civil West is the steel subcontractor.
The twin girders help support a rooftop park and pick up a second floor bus deck below via midspan hanger plates that slot through each bottom flange. Identical twin girders that did not fracture span First Street, nearby.
The troubles at the facility open a window on some of the process, quality-control and responsibility challenges common to long-span steel structures with large or thick sections and unusual designs.
Should there be extra scrutiny for nonstandard details such as the hanger assembly? Should mills be required to test fracture toughness deeper into thick plates? Should there be extra procedures for cuts added after design approval?
The list goes on: Should there be more required weld and cut sequences for heavy plates? Should fabricators always hire detailers directly, and should they be allowed to communicate with designers?
Looking for quick answers on construction and engineering topics?
Try Ask ENR, our new smart AI search tool.
Ask ENR →
“There are a lot of things we can learn from this,” says Michael D. Engelhardt, a professor of engineering at the University of Texas at Austin. “People who write codes and standards should take this seriously,” says Engelhardt, who chairs the independent peer review panel formed by the area’s Metropolitan Transportation Commission. The panel is monitoring TJPA’s inquiry and scrutinizing the structure, especially for low-fracture toughness.
According to Robert Hazleton, president of the Herrick Corp., which fabricated the girders, the girder-hanger system “is a unique detail that requires a hole that is not covered by the code.”
“These holes needed dimensions and finishing requirements to be considered by the design team and detailed in contract documents,” he says.
Other than Hazleton, all parties involved decline to comment in any detail on the holes until after the investigation.
The fractures propagated from the cuts in the bottom flange, one on each side of the web. Cuts are at the junction of fillet web-flange-hanger welds and butt welds, where the two 40-ft-long flange plates meet to form a shallow V.
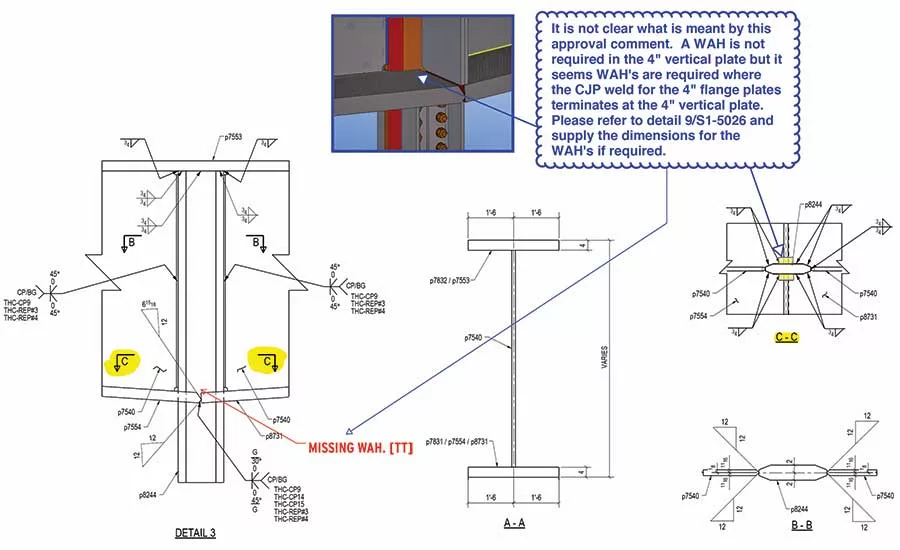
On shop drawing P537BB, dated Sept. 24, 2014, and posted on TJPA’s website, TT noted the need for a weld access hole in the web, by adding “MISSING WAH. [TT],” with an arrow pointing to the midspan of the web. There, the hanger plate thickens the web to as much as 4 in. before it slots through the bottom flange to pick up a tension member that hangs the bus deck. TT approved P537BB, as noted.
On Dec. 2, 2014, Skanska issued Request for Information 978 to Webcor/Obayashi. The note on the RFI, presumably offered by steel detailer Candraft, working for Skanska, not Herrick, said: “It is not clear what is meant by this approval comment. A WAH is not required in the 4" vertical plate but it seems WAHs are required where the [complete joint penetration] weld for the 4" flange plates terminates at the 4" vertical plate. Please refer to detail 9/S1-5026 and supply the dimensions for the WAHs if required.”
Webcor’s RFI response stated that dimensioning of the WAH at this location was a means and methods issue and should be executed “per American Welding Society’s AWS D1.1.” TT added: “We disagree with the reason for the request: insufficient information. We categorize this RFI as clarification on means and methods.”
Hazleton disagrees, saying the cuts are not WAHs based on their shape, size and flange location, and they were not needed for welding (ENR 12/24-31/18 p. 14). Even if they were, WAHs—typically in the web—are not a means and methods issue, he says. WAHs are covered by the American Institute of Steel Construction’s “Specification for Structural Steel Buildings.” The spec requires polishing and grinding to minimize stress concentrations.
The job’s timeline and fabrication sequence are important to understand why the First Street girders, which also have cuts, did not fracture, says Engelhardt.
Hazleton explains that in March 2015, an inspector armed with RFI 978 directed Herrick to cut the holes into the already-fabricated First Street girders. Soon after, Herrick received a revised shop drawing from Skanska, called P151 and dated April 4, 2015. P151 shows “cuts” in the bottom flanges—no longer noted as WAHs.
For Fremont girders, not yet completed in April, Herrick cut the holes before butt-welding bottom-flange plates. Shrinkage from cooling likely increased the cracks.
A bolted fix that would bypass the fractures, much like splints, is in the works, though the inquiry is still underway.






