Top Down Construction Makes Comeback in India

Each level was built on the ground and raised by strand jacks and hung from the trusses.
PHOTO COURTESY OF TGE LLC
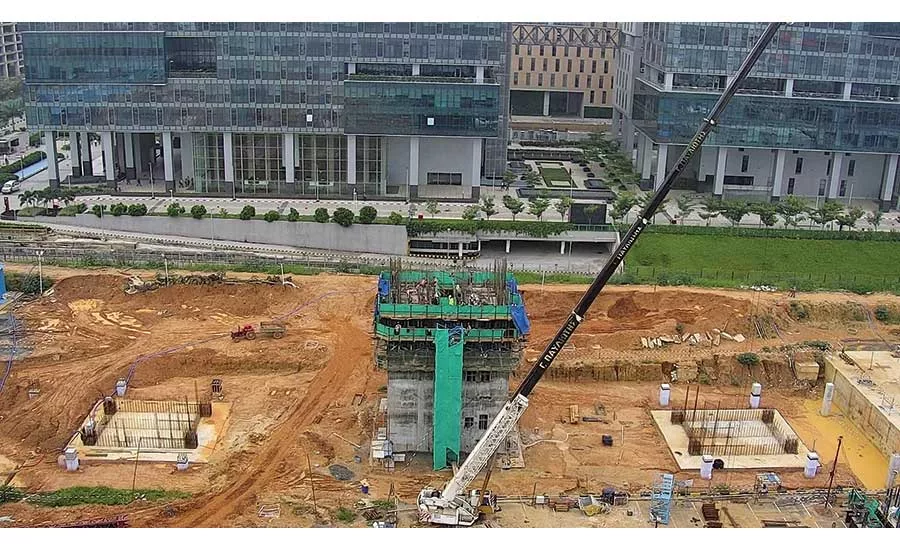
Foundation for the 10-story, 621,000- sq-ft building involved excavations for seven cores.
PHOTO COURTESY OF TGE LLC

The underside of a floor shows splice joints in the columns ready to receive the tops of the next column sections that will rise with the next floor, and the strand-jack nuts and temporary transfer beams for hoisting the floor aloft.
PHOTO COURTESY OF TGE LLC

Facade panels are hinged at the base to angle in during the lift and then tilted home and locked in place from the inside.
PHOTO COURTESY OF TGE LLC
In Bangalore, India, an EPC contractor is wrapping up a 13-month-long project to build a $112-million, 10-story, 621,000-sq-ft office building for an undisclosed client. It was constructed with a top-down building system that has been used only a few times since it was patented as “suspended building construction” 46 years ago—including once recently on an adjacent site for the same owner.
A patent for the method is now held by Charles H. Thornton, retired founder and former chairman of Thornton Tomasetti. He has formed TGE LLC, with partners Jeff Grillo, an owner’s executive, and Dan Esparza, a veteran industry entrepreneur, to market it. Thornton witnessed delivery of one of the first buildings to use the method in 1973 and spent several years working with its inventor, the late David Termohlen, a 1971 ENR Newsmaker, in an unsuccessful attempt to develop a global market for what TGE now calls “Top-Down Construction.”
After several prospective projects were shelved in the 1970s and ’80s due to geopolitical turmoil, efforts to promote the system were set aside until 2012, when Thornton interviewed for the creation of the two buildings in India. He suggested the suspended building system, and the method was resurrected.
Winning Stats
Bangalore-based Shapoorji Pallonji was EPC contractor. It filed notice of substantial completion of the second building on Sept. 29, on schedule. “We have experienced a reduction in labor of approximately 25% to 35% by adopting the top down construction method, versus a conventional method,” says P.V. Prasanth, Shapoorji’s director of operations and technology. “But the biggest benefit is ‘predictability of program,’” he adds.
Thornton cites the speed of construction and safety. “One recorded incident in 5 million person-hours on the two buildings. That’s incredibly safe,” he says. Construction was done without scaffolding, welding or working at heights.
“I would see this as something that becomes very favorable to the contractor community,” says Mark J. Tamaro, managing principal at Thornton Tomasetti, the structural engineer. “You can get this built in about half the time of conventional construction.” The architect was Bangalore-based Thomas Associates.
The building is a near copy of the first one on the site, with improvements that include the use of hat trusses on the second building to transfer the load of its 10 suspended floors and roof to the central cores of the building. The first building, completed in 2015, cantilevered the floors on concrete outrigger columns positioned the same distance off as the hat-truss columns of the second building, but it carried the loads down the columns.
Looking for quick answers on construction and engineering topics?
Try Ask ENR, our new smart AI search tool.
Ask ENR →
Alufit (India) Pvt. Ltd. was responsible for the proprietary design of the curtain wall, and its fabrication and installation. JSW Severfield Structures Ltd, a joint venture company between JSW Steel, India’s largest private-sector integrated steel manufacturer, and Severfield plc. UK, the largest steel fabricator in the U.K., was responsible for procurement, fabrication and erection of the steel structure and metal decking.
Means and Methods
The building has two 90-ft-wide by 300-ft-long wings and a 90-ft-sq knuckle that forms the junction. The cantilevered floors of each wing are hung from steel columns that lead up to hat trusses atop three 25-ft-wide, 37-ft-long, 150-ft-tall cores. The columns are positioned 13 ft outboard of the cores “reducing the extent of the cantilever,” says Tamaro. The design gives a 31-ft-wide expanse of floor all around that is clear of all but the 12 hat-truss columns.
The trusses transfer the load of the floors to the top of the core and are the only structural connection between floor and core. The central core of each wing contains two elevator banks. The other two contain stairs and rooms for the building services. Ducts and risers are in vertical chases on the ends of each core. The perimeter of the ground level pad only carries the load of the first floor facade at a turned-down edge, says Tamaro.
The sequence of construction involved excavations for the cores’ mat foundations, then slipforming the cores and installing the hat trusses across the tops of each with strand jacks at the outboard ends. Hanging from the end of each truss is the top section of the 50-ksi plate-steel load-transfer columns, ready to receive a splice section of column already installed in the roof rising to meet it.
“What’s nice about this approach is that you can stand on the floor and be tied off at the core, and the splice is done above the floor level,” says Tamaro.
The steel and concrete roofs for each of the three sections of the building were built at grade, as was each successive floor, and then hoisted by the strand jacks to final position. By the time each level was ready to go up, column sections were projected above and below it so the column could be spliced with bolts and grow down with the building, one level at a time.
With the roof, all of the mechanical equipment required to finish it was staged upon it just before it was ready to go up. With each successive floor, the same was done with all of the materials required to fit out. Each level of facade also was installed prior to hoisting.
Riccardo Tippmann, head of strategic development with the Italian strand jack contractor, Fagioli, says in addition to other advantages, the use of the computer-controlled strand jacks meant very little crane work was needed and few specialized operators had to work at height.
Hoisting was a two-step process. Once a floor was ready, it was lifted a few feet off the ground and the strand jacks locked so fireproofing could be applied and 70% of the under-deck MEP installed. Then it was sent up and connected.
“I would rate the degree of modularization as moderate for the MEP services on this project,” says Prasanth, “however, there is a huge potential for furthering this. Modularization is definitely beneficial for this method [because] limitation of size or weight is not a challenge. Also, all feed happens at the ground level.”
Six-Day Cycle
During the trip up, the facade panels were angled slightly inboard, attached at the bottom with hinged connections. Once at the install elevation, the panels were rotated to vertical and into open-back receiving channels, then locked in place from the inside. Toward the end, the crew was sending up a floor every 6 days.
“We would love every project of ours to be constructed in the top down model,” says Panaj Keswani, founder and managing director of facade contractor Alufit. He cites the advantages of manufacturing-like schedule predictability, working at ground level, easier quality control, “huge” time savings, and “most important, negligible—as good as zero—risk to life and limb.”
The system now has many champions, including the entire team that built the project in India. Several have exchanged memoranda of understanding to go after the global market for similar buildings.
Other variations on building floors at grade and rasing them have had mixed, and even disastrous results. The most notorious was L’Ambiance Plaza, a steel-frame building in Bridgeport, Conn., that collapsed in 1987 as a floor being jacked up the columns fell, killing 28 workers. Investigators blamed the accident on uneven jacking on some of the 20 columns, which compromised an assembly method that required temporary wedges and welds to secure floors to columns.
“That was the flip of this—steel columns and floors being jacked up on ‘pixie sticks,’” says Tamaro, describing how the tall steel columns were unable to support the “very heavy floor plates” when the assembly went awry. “These cores are so much more robust,” he says.





